
language
Enhancing Pharma Production with Vertical Back-Seal Multi-Lane Packaging Machines
Oct 09, 2025
Enhancing Pharma Production with Vertical Back-Seal Multi-Lane Packaging Machines

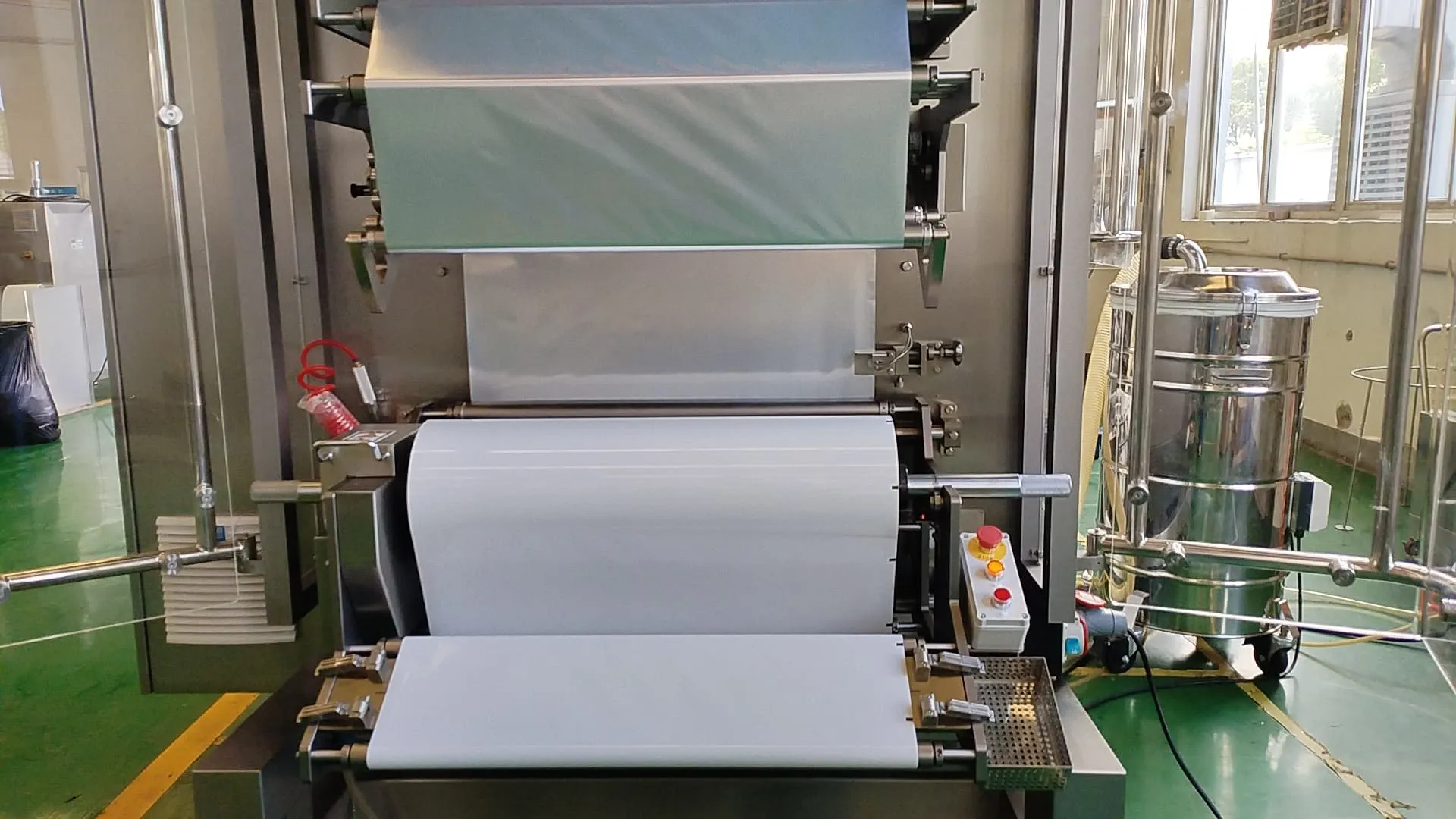
In the fast-paced world of pharmaceutical manufacturing, innovation in packaging technology is key to maintaining competitive edge and ensuring product safety. The vertical back-seal stick multi-lane packaging machine stands out as a transformative solution, specifically designed to meet the unique demands of the healthcare sector. This machine combines vertical orientation, rear sealing, and multi-lane processing to optimize the packaging of stick-based medical products, from drug applicators to diagnostic devices. As pharmaceutical companies face increasing pressure to reduce costs, improve sustainability, and adhere to stringent regulations, this machine offers a reliable path forward. In this article, we will delve into the specific advantages of this equipment, its role in enhancing production workflows, and how it supports the industry’s shift toward automated, smart manufacturing. By understanding its applications, businesses can make informed decisions to upgrade their packaging lines and drive long-term growth.

How Does Vertical Back-Seal Packaging Improve Product Integrity in Pharma?
Vertical back-seal packaging significantly enhances product integrity in pharmaceutical applications by providing a robust, contamination-resistant seal. The "back-seal" method involves sealing the packaging material from the backside, which creates a seamless, strong bond that is less prone to failure compared to traditional front-seal techniques. This is especially important for stick-shaped items like medicated swabs or test strips, which often contain sensitive active ingredients that can degrade upon exposure to air, moisture, or light. For example, in packaging nicotine replacement therapy sticks, the back-seal ensures that the product remains fresh and effective throughout its shelf life. Additionally, the vertical orientation allows for gravity-assisted feeding and sealing, reducing the risk of product misalignment or damage during handling. This design also facilitates the use of high-barrier materials, such as aluminum laminates, which offer superior protection against environmental factors. In practice, pharmaceutical companies have reported a decrease in packaging-related recalls by up to 30% after switching to vertical back-seal machines, thanks to their consistent seal quality and integrated inspection systems. By maintaining product integrity, these machines help uphold patient safety and reduce waste, aligning with industry goals for quality and sustainability.

What Makes Multi-Lane Packaging Ideal for Diverse Medical Products?
The multi-lane feature of vertical back-seal packaging machines makes them exceptionally suited for the diverse range of products in the medical field. Pharmaceutical and medical device manufacturers often deal with items of varying sizes, shapes, and materials—from thin diagnostic sticks to thicker drug applicators. The multi-lane design allows each lane to be independently calibrated, enabling simultaneous packaging of different products without the need for time-consuming changeovers. For instance, a company producing both glucose test strips and antiseptic wipes can use the same machine to package them in parallel, optimizing resource utilization. This flexibility is further enhanced by customizable lane configurations, which can accommodate everything from single-unit packs to multi-packs for bulk distribution. In clinical settings, where personalized medicine is gaining traction, this capability supports the packaging of patient-specific kits containing multiple stick-based components. Moreover, the multi-lane approach improves scalability; as production demands increase, additional lanes can be activated or modified without major hardware upgrades. This adaptability not only boosts efficiency but also reduces downtime, leading to higher overall equipment effectiveness (OEE). By catering to a wide array of medical products, these machines empower manufacturers to respond quickly to market trends, such as the rise in home healthcare devices, while maintaining high standards of accuracy and hygiene.
How Do These Machines Support Regulatory Compliance and Quality Assurance?
Regulatory compliance is a cornerstone of pharmaceutical manufacturing, and vertical back-seal stick multi-lane packaging machines are built to facilitate adherence to global standards. These machines incorporate features that align with regulations like the FDA’s Current Good Manufacturing Practices (cGMP) and the European Medicines Agency (EMA) guidelines. For example, they often include automated documentation systems that record critical parameters—such as seal temperature, pressure, and cycle times—providing verifiable data for audits and inspections. This traceability is essential for recalls and batch release processes, ensuring that any issues can be quickly identified and addressed. Additionally, the machines are designed with cleanability in mind, using smooth surfaces and minimal crevices to prevent microbial harborage, which is a key requirement in sterile packaging environments. Many models also offer validation support, including installation qualification (IQ), operational qualification (OQ), and performance qualification (PQ) protocols, simplifying the compliance journey for manufacturers. In terms of quality assurance, integrated vision systems and sensors detect defects like misaligned seals or incomplete packages, automatically rejecting faulty items before they reach the supply chain. This proactive quality control reduces the risk of patient harm and associated legal liabilities. By leveraging these capabilities, pharmaceutical companies can not only meet regulatory demands but also build a culture of continuous improvement, driving higher product reliability and consumer trust.
Can Vertical Back-Seal Machines Reduce Operational Costs in Pharma Production?
Yes, vertical back-seal stick multi-lane packaging machines can significantly reduce operational costs in pharmaceutical production through various mechanisms. Firstly, their high-speed, multi-lane operation increases throughput, allowing companies to achieve more with fewer resources—this directly lowers labor costs and minimizes energy consumption per unit. For instance, a single machine replacing multiple manual stations can cut staffing needs by up to 40%, while maintaining or even boosting output. Secondly, the precision of these machines reduces material waste; advanced controls ensure optimal use of packaging films and adhesives, leading to savings on raw materials. In one case study, a mid-sized pharma firm reported a 20% reduction in packaging waste after adopting this technology, contributing to both cost efficiency and environmental goals. Moreover, the durability and low maintenance requirements of these machines decrease downtime and repair expenses, enhancing overall lifecycle value. From a financial perspective, the return on investment (ROI) is often realized within 1-2 years, thanks to higher productivity and fewer quality-related losses. Additionally, by improving compliance and reducing recall risks, these machines help avoid costly regulatory fines and reputation damage. In summary, investing in vertical back-seal multi-lane packaging is not just a technical upgrade but a strategic move that drives cost savings, operational resilience, and long-term profitability in the competitive pharmaceutical landscape.
In summary, the vertical back-seal stick multi-lane packaging machine offers multifaceted benefits for pharmaceutical production, from enhancing product integrity and flexibility to ensuring regulatory compliance and cost reduction. As the industry continues to evolve with advancements in biologics and digital health, this machine will remain a critical enabler of efficient, safe packaging solutions. By embracing this technology, pharmaceutical manufacturers can position themselves for success in a dynamic market, delivering high-quality products that meet the needs of patients and healthcare providers alike.

.webp?x-oss-process=image/resize,w_100/quality,q_100)
Recent Posts

October 26, 2016
The Most Successful Engineering Contractor





Get a Tailored Quote
Tell us about your packaging requirements. Acepack's sales engineers will respond within 3-6 hours with a customized solution.
Contact US
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.